Подгонянный инжекционный метод литья разделяет материальную стальную форму 50c предотвращает столб проводника от быть вытягиванным
Характер продукции:
Части инжекционного метода литья тип отлитых в форму частей которые созданы путем впрыскивать жидкий материал в полость прессформы. Материал используемый в инжекционном методе литья обычно термопластиковая или термореактивная пластмасса, которая впрыснута в прессформу на высоких давлении и температуре. Части произвели путем инъекций отливать в форму обычно высококачественного чем те произведенные другими отливая в форму методами. Впрыска отлила части в форму приходит в разнообразие материалы, включая 50c, ASTM: 1050, JIS: S50c, DIN: CK53, ASTM: P20, ASTM: P20+Ni (DIN: 1,2738), ASTM: 420 (DIN: 1,2083), ASSAB: S136, ASTM: P21 (Япония: ), ASTM: H13 (DIN: 1,2344, JIS: SKD61, ASSAB: 8407). К тому же, впрыску отлила части в форму можно подгонять в размере, выстраивающ в ряд от 20*25cm-50*70cm, и в форме для того чтобы отвечать специфические потребностямы применения. Процесс используемый для создания впрыски отлил части в форму CNC подвергая механической обработке (Mazak/Okuma/Mori Seiki/Makino, etc.), и логотип можно подгонять для того чтобы соотвествовать клиента. Части инжекционного метода литья использованы в разнообразие индустриях и применениях, и известный за их высшее качество и надежность.
Особенности:
- Название продукта: Части инжекционного метода литья
- Цитата:
- Цитата от DXM цена a Налог-включающая?● Да, цитата DXM включает налог на добавленную стоимость 13%.
- Делает цитату DXM включить перевозку?● Цитата продукта не включает перевозку, и перевозка будет высчитана отдельно прежде чем заказ будет подтвержен.
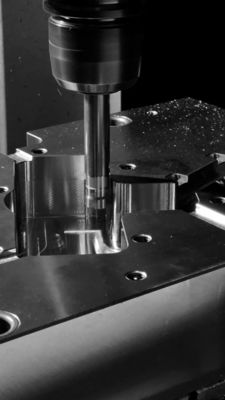
- Обработка: Подвергать механической обработке CNC (Mazak/Okuma/Mori Seiki/Makino, Etc)
- Выбор продукта:
- В дополнение к стандартному основанию прессформы, смогите другие обрабатывая проекты быть сделано для продуктов рамки прессформы?● Следующие дополнительные обрабатывая проекты можно сделать для продуктов основания прессформы: Тип стали изменения плиты AB и плиты нажима, грубая рамка обрабатывая, рамка скашивая, круглая рамка (штрафа) точности, задняя игла через плиту нажима, Pin предела, заворот столба проводника, стандартную иглу. Край плиты (EGP), стандартная яма прессформы кода, точная яма прессформы кода рабочей поверхности, верхнее отверстие ручки, бортовой замок (SIDELOCK), верхний замок (TOPLOCK), косой ассистент положения проводника (TAPERBLOCK), сопло всасывания. Отверстие, код умирает утюг (запирая модуль). ● если выше обрабатывая проекты не могут отвечать ваши потребностямы, то, пожалуйста свяжется мы сразу.
- Стандарты:
- Хонингующ истинного круглого проводника рукав может эффектно увеличить число открытия и заключительных прессформ 20%, предотвратите столб проводника от быть вытягиванным и улучшите срок службы прессформы.
- Подгонянный 50c материал, твердость HB=160-180. Более высокая твердость, более низкий тариф деформации, лучший финиш и лучшее сопротивление ржавчины чем обычная сталь (твердость 140-170).
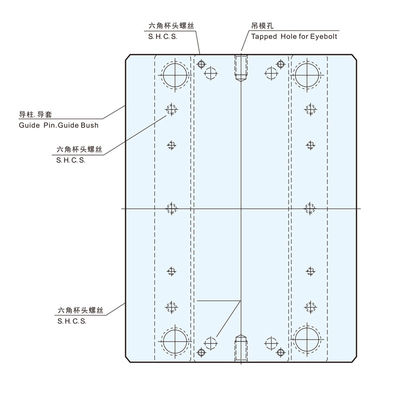
- Весь набор зубов винта использует процесс зубов штранг-прессования CNC, ровные зубы винта, легкие для того чтобы демонтировать и собрать.
- Головка винта обработана CNC тонуть, дно отверстия плоско, и запирая представление лучшее.
- Квадратное отверстие винта утюга обработано CNC, с хорошим Verticality.
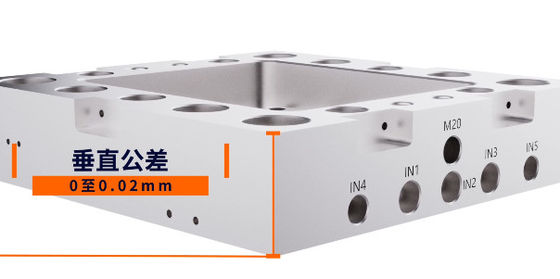
- Допуск толщины плиты +0-0.1mm. Подготовьте Пре-ориентированные на заказчика аксессуары для того чтобы сократить время продукции прессформы.
- Импортированное оборудование: MAZAK, OKUMA, MORI SEIKI, MAKINO, с точным повторенным допуском располагать и отверстия и рамки точности 0.01mm и хорошим финишем.
- Используя лидирующие импортированные режущие инструменты (швейцарское Sandvik и японская БОЛЬШАЯ) для того чтобы улучшить прямоту и точность отверстий и рамок и точности и финиша всей обработки основания прессформы.
- Цвет: Сталь
Технические параметры:
| Параметр |
Описание |
| Логотип |
Подгонянный |
| Поверхностное покрытие |
Точность филируя, молоть точности |
| Стандарты |
Хонинговать истинный круглый рукав проводника может эффектно увеличить число открытия и заключительных прессформ 20%, предотвратить столб проводника от быть вытягиванным и улучшить срок службы прессформы. Подгонянный 50c материал, твердость HB=160-180. Более высокая твердость, более низкий тариф деформации, лучший финиш и лучшее сопротивление ржавчины чем обычная сталь (твердость 140-170). Весь набор зубов винта использует процесс зубов штранг-прессования CNC, ровные зубы винта, легкие для того чтобы демонтировать и собрать. Головка винта обработана CNC тонуть, дно отверстия плоско, и запирая представление лучшее. Квадратное отверстие винта утюга обработано CNC, с хорошим verticality. Допуск толщины плиты +0-0.1mm. Подготовьте пре-ориентированные на заказчика аксессуары для того чтобы сократить время продукции прессформы. Импортированное оборудование: MAZAK, OKUMA, MORI SEIKI, MAKINO, с точным повторенным допуском располагать и отверстия и рамки точности 0.01mm и хорошим финишем. Используя лидирующие импортированные режущие инструменты (швейцарское Sandvik и японская БОЛЬШАЯ) для того чтобы улучшить прямоту и точность отверстий и рамок и точности и финиша всей обработки основания прессформы. |
| Цитата |
Цитата от DXM налог-включающая цена?● Да, цитата DXM включает налог на добавленную стоимость 13%. Делает цитату DXM включите перевозку? ● цитата продукта не включает перевозку, и перевозка будет высчитана отдельно прежде чем заказ будет подтвержен. |
| Доставка |
Нештатное подгонянное основание прессформы: Ряд 15*15cm-80*130cm; Нормальное время продукции 5-12 дней |
| Цвет |
Сталь |
| Применение |
Ежедневные необходимости, игрушки, косметики, электроприборы, медицинское оборудование, Etc. |
| Материал |
50c, ASTM: 1050, JIS: S50c, DIN: CK53, ASTM: P20, ASTM: P20+Ni (DIN: 1,2738), ASTM: 420 (DIN: 1,2083), ASSAB: S136, ASTM: P21 (Япония: ), ASTM: H13 (DIN: 1,2344, JIS: SKD61, ASSAB: 8407) |
| Обработка |
Подвергать механической обработке CNC (Mazak/Okuma/Mori Seiki/Makino, Etc) |
| Форма |
Подгонянный |
Применения:
Впрыска отлила части в форму: Применения и сценарии
Впрыску отлила части в форму произведенные DXM можно использовать в широком диапазоне применений и сценариев должных к их высшему качеству, точности, и стойкости. Части произведены используя методы точности филируя и меля, и могут быть подгоняны для того чтобы отвечать специфические потребностямы. Части доступны в размерах выстраивая в ряд от 20*25cm-50*70cm, и могут быть приказаны в минимальном количестве одного. Срок поставки для нештатного подгонянного основания прессформы, выстраивая в ряд от 15*15cm-80*130cm типично 5-12 дней. DXM обеспечивает разнообразие методы оплаты, и может также обеспечить фактуры НДС. Частям упакованы в свободных от окуривани деревянных коробках и транспортированы к обозначенным портам морским путем транспорт используя контейнеры. Компания аттестована с ISO9001: 2015, и имеет ежегодную емкость поставки 290000 наборов.
В дополнение к стандартному основанию прессформы, DXM может также обеспечить дополнительные обрабатывая проекты для продуктов основания прессформы. Эти включают тип стали изменения плиты AB и плиты нажима, грубую рамку (штрафа) обрабатывая, рамку точности скашивая, круглую рамку, заднюю иглу через плиту нажима, Pin предела, заворот столба проводника, стандартный край плиты иглы (EGP), стандартную яму прессформы кода, точную яму прессформы кода рабочей поверхности, верхнее отверстие ручки, бортовой замок (SIDELOCK), верхний замок (TOPLOCK), косой ассистент положения проводника (TAPERBLOCK), отверстие сопла всасывания, и утюг плашки кода (запирая модуль).
Впрыска отлила части в форму произведенные DXM соответствующая для разнообразие промышленного и коммерческих применений. Эти части можно использовать для автомобильных компонентов, электроприборов, медицинских служб, продуктов потребления, и больше. Их можно также использовать для разнообразие процессов производства, как инжекционный метод литья, прессформа дуновения, прессформа штранг-прессования, и формование прессованием. К тому же, эти части также соответствующие для печатания 3D, CNC подвергая механической обработке, и других быстрых процессов прототипирования.
Изготовление на заказ:
Части инжекционного метода литья
- Фирменное наименование: DXM
- Номер модели: Подгонянное точное основание прессформы системы рта воды
- Место происхождения: Гуандун, Китай
- Аттестация: ISO9001: 2015
- Количество минимального заказа: 1
- Цена: Цитата согласно чертежам и требованиям к обработки вы обеспечили
- Упаковывая детали: Всем экспортированным продуктам упакованы в свободных от окуривани деревянных коробках и транспортированы к обозначенным портам морским путем транспорт используя контейнеры.
- Срок поставки: Нештатное подгонянное основание прессформы: Ряд 15*15cm-80*130cm; нормальное время продукции 5-12 дней
- Условия оплаты: Мы обеспечиваем очень разнообразный ряд методов оплаты. Пожалуйста объясните ваши потребности нашему торговому персоналу. Может DXM обеспечить фактуры НДС? Все заказы можно выставлять счет с фактурами НДС особенными.
- Способность поставки: 290000 наборов/год
- Применение: Ежедневные необходимости, игрушки, косметики, электроприборы, медицинское оборудование, Etc.
- Обработка: Подвергать механической обработке CNC (Mazak/Okuma/Mori Seiki/Makino, Etc)
- Размер: 15*15cm*80*130cm
- Стандарты:
- Хонингующ истинного круглого проводника рукав может эффектно увеличить число открытия и заключительных прессформ 20%, предотвратите столб проводника от быть вытягиванным и улучшите срок службы прессформы.
- Подгонянный 50c материал, твердость HB=160-180. Более высокая твердость, более низкий тариф деформации, лучший финиш и лучшее сопротивление ржавчины чем обычная сталь (твердость 140-170).
- Весь набор зубов винта использует процесс зубов штранг-прессования CNC, ровные зубы винта, легкие для того чтобы демонтировать и собрать.
- Головка винта обработана CNC тонуть, дно отверстия плоско, и запирая представление лучшее.
- Квадратное отверстие винта утюга обработано CNC, с хорошим Verticality.
- Допуск толщины плиты +0-0.1mm. Подготовьте Пре-ориентированные на заказчика аксессуары для того чтобы сократить время продукции прессформы.
- Импортированное оборудование: MAZAK, OKUMA, MORI SEIKI, MAKINO, с точным повторенным допуском располагать и отверстия и рамки точности 0.01mm и хорошим финишем.
- Используя лидирующие импортированные режущие инструменты (швейцарское Sandvik и японская БОЛЬШАЯ) для того чтобы улучшить прямоту и точность отверстий и рамок и точности и финиша всей обработки основания прессформы.
- Доставка: Нештатное подгонянное основание прессформы: Ряд 15*15cm-80*130cm; Нормальное время продукции 5-12 дней
Поддержка и обслуживания:
Служба технической поддержки и обслуживание частей инжекционного метода литья
Мы обеспечиваем всесторонние службу технической поддержки и обслуживания для частей инжекционного метода литья, включая оформление изделия, дизайн прессформы, производство прессформы, и инжекционный метод литья.
Оформление изделия
Наша команда опытных инженеров обеспечивает услуги по конструированию для создания самых эффективных и самых рентабельных частей. Мы обеспечиваем обслуживания оформления изделия и оптимизирования для частей инжекционного метода литья, включая материальные выбор, оптимизирование структуры, анализ допуска, и анализ потоков прессформы.
Дизайн прессформы
Наши инженеры опытны в конструировать прессформы для частей инжекционного метода литья. Мы обеспечиваем обслуживания для дизайна прессформы 3D, 2D дизайна прессформы, анализа потоков прессформы, оптимизирования прессформы, и утверждения прессформы.
Производство прессформы
Мы обеспечиваем полностью готовые обслуживания для производства прессформы, включая изготовление прессформы, собрание прессформы, испытание прессформы, и утверждение прессформы. Наши прессформы конструированы и изготовлены используя самое последнее машинное оборудование CNC и программное обеспечение CAD/CAM.
Инжекционный метод литья
Наш современный объект инжекционного метода литья способен на производить высококачественные части с плотными допусками. Мы обеспечиваем обслуживания для инжекционного метода литья, включая забор, прессформу, собрание, и отделку.
Упаковка и грузить:
Упаковка и грузить для частей инжекционного метода литья
Части инжекционного метода литья типично упакованы в полиэтиленовых пакетах и после этого помещены в рифленых коробках. Коробки обозначены с номером детали, количеством, и другой релевантной информацией. Коробки после этого загерметизированы с или лентой или штапелями.
Для доставки, впрыска отлила части в форму типично отправлена на паллетах. Паллет покрыт с сокращение-обручем и части связаны вниз для добавленной безопасности. Паллет после этого нагружен на тележку или товарный состав для перехода.
вопросы и ответы:
Q&A частей Q1 инжекционного метода литья
: Чего фирменное наименование этого инжекционного метода литья части?
A1: Фирменное наименование частей этого инжекционного метода литья DXM. Q2: Что номер модели этого продукта?
A2: Номер модели этого продукта подгонянное точное основание прессформы системы рта воды. Q3: Где этот продукт от?
A3: Этот продукт от Гуандуна, Китая. Q4: Что количество минимального заказа?
A4: Количество минимального заказа 1. Q5: Сколько времени срок поставки?
A5: Срок поставки для нештатного подгонянного основания прессформы 5-12 дней. 
 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!