Впрыска OKUMA отлила части в форму | DXM предлагает налог на добавленную стоимость 13% | Грузите не включенный
Характер продукции:
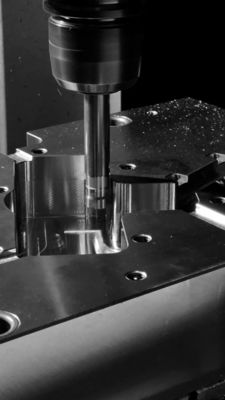
Впрыска отлила части в форму части созданные через процесс прессформы впрыски, которая обыкновенно используемый процесс производства для произведения частей сделанных из пластмассы, металла, и других материалов. DXM обеспечивает впрыску отлило части в форму для разнообразие применений, как ежедневные необходимости, игрушки, косметики, электроприборы, медицинское оборудование, etc. впрыска отлила части в форму созданы через CNC подвергая механической обработке используя Mazak, Okuma, Mori Seiki, Makino, цитата etc. DXM включает налог на добавленную стоимость 13%, и не включает перевозку. Перевозка будет высчитана отдельно прежде чем заказ будет подтвержен. Упаковка для частей предусмотрена в свободной от окуривани деревянной коробке, и ряд размера частей 15*15cm-40*50cm.
Особенности:
- Название продукта: Части инжекционного метода литья
- Поверхностное покрытие: Точность филируя, молоть точности
- Цвет: Сталь
- Форма: Стандарт
- Применение: Ежедневные необходимости, игрушки, косметики, электроприборы, медицинское оборудование, Etc.
- Материал: 50c, ASTM: 1050, JIS: S50c, DIN: CK53
Технические параметры:
| Параметр |
Значение |
| Доставка |
Стандартное основание прессформы: Ряд 15*15cm-35*45cm; Нормальное время продукции 1 основание прессформы дня стандартное доработанное: Ряд 15*20cm-40*50cm; Нормальное время продукции 1-2 дней |
| Цвет |
Сталь |
| Выбор продукта |
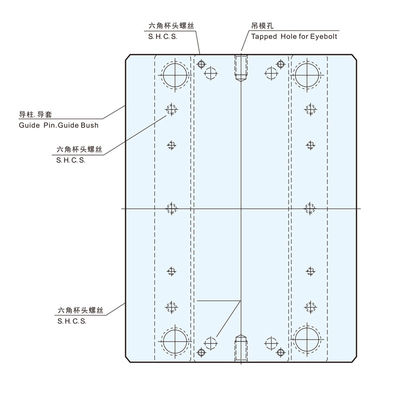
В дополнение к стандартному основанию прессформы, смогите другие обрабатывая проекты быть сделано для продуктов рамки прессформы?● Следующие дополнительные обрабатывая проекты можно сделать для продуктов основания прессформы: Тип стали изменения плиты AB и плиты нажима, грубая рамка обрабатывая, рамка скашивая, круглая рамка (штрафа) точности, задняя игла через плиту нажима, Pin предела, заворот столба проводника, стандартную иглу. Край плиты (EGP), стандартная яма прессформы кода, точная яма прессформы кода рабочей поверхности, верхнее отверстие ручки, бортовой замок (SIDELOCK), верхний замок (TOPLOCK), косой ассистент положения проводника (TAPERBLOCK), сопло всасывания. Отверстие, код умирает утюг (запирая модуль). ● если выше обрабатывая проекты не могут отвечать ваши потребностямы, то, пожалуйста свяжется мы сразу. |
| Поверхностное покрытие |
Точность филируя, молоть точности |
| Логотип |
DXM |
| Стандарты |
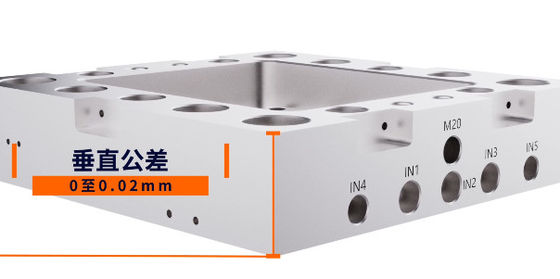
1. Хонингующ истинного круглого проводника рукав может эффектно увеличить число открытия и заключительных прессформ 20%, предотвратите столб проводника от быть вытягиванным и улучшите срок службы прессформы. 2. подгонянный 50c материал, твердость HB=160-180. Более высокая твердость, более низкий тариф деформации, лучший финиш и лучшее сопротивление ржавчины чем обычная сталь (твердость 140-170). 3. Весь набор зубов винта использует процесс зубов штранг-прессования CNC, ровные зубы винта, легкие для того чтобы демонтировать и собрать. 4. Головка винта обработана CNC тонуть, дно отверстия плоско, и запирая представление лучшее. 5. Квадратное отверстие винта утюга обработано CNC, с хорошим Verticality. 6. Допуск толщины плиты +0-0.1mm. Подготовьте Пре-ориентированные на заказчика аксессуары для того чтобы сократить время продукции прессформы. 7. импортированное оборудование: MAZAK, OKUMA, MORI SEIKI, MAKINO, с точным повторенным допуском располагать и отверстия и рамки точности 0.01mm и хорошим финишем. 8. Используя лидирующие импортированные режущие инструменты (швейцарское Sandvik и японская БОЛЬШАЯ) для того чтобы улучшить прямоту и точность отверстий и рамок и точности и финиша всей обработки основания прессформы. |
| Материал |
50c, ASTM: 1050, JIS: S50c, DIN: CK53 |
| Обработка |
Подвергать механической обработке CNC (Mazak/Okuma/Mori Seiki/Makino, Etc) |
| Цитата |
1. Цитата от DXM цена a Налог-включающая?● Да, цитата DXM включает налог на добавленную стоимость 13%. 2. делает цитату DXM включить перевозку? ● цитата продукта не включает перевозку, и перевозка будет высчитана отдельно прежде чем заказ будет подтвержен. |
| Применение |
Ежедневные необходимости, игрушки, косметики, электроприборы, медицинское оборудование, Etc. |
Применения:
Впрыска отлила части в форму больший выбор для много процессов производства. DXM производит широкий диапазон впрыски отлило части в форму которые составляют стандартное большое основание прессформы системы рта воды. Оно изготовлен в Гуандуне, Китае и было аттестован к ISO9001: 2015 стандартов. Количество минимального заказа одно, и котировка цен зависит от чертежей и требования к обработки обеспеченные клиентами. Все экспортированные продукты упакованы в свободных от окуривани деревянных коробках для транспорта к обозначенным портам через контейнеры моря. Срок поставки для стандартного основания прессформы выстраивает в ряд от 15*15cm-35*45cm и принимает 1 день, пока для стандартного доработанного основания прессформы ряды срока поставки от 15*20cm-40*50cm и принимает 1-2 дней. Мы предлагаем разнообразие условия оплаты и можем обеспечить фактуры НДС для всех заказов. Мы имеем способность поставки 290000 наборов в год. Используемый материал 50C, ASTM: 1050, JIS: S50C, DIN: CK53. Размер выстраивает в ряд от 15*15cm-60*70cm, и упаковка в свободной от окуривани деревянной коробке. Форма стандартна и логотип DXM.
Изготовление на заказ:
DXM предлагает изготовленные на заказ части отлитые в форму впрыской с фирменным наименованием, номером модели, местом происхождения, аттестацией, количеством минимального заказа, ценой, упаковывая деталями, сроком поставки, условиями оплаты, способностью поставки, размером, выбором продукта, стандартами, и цветом.
Наше стандартное большое основание прессформы системы рта воды с фирменным наименованием DXM аттестовано с ISO9001: 2015. Количество минимального заказа 1 с котировкой цен согласно чертежам и требования к обработки вы обеспечили. Всем экспортированным продуктам упакованы в свободных от окуривани деревянных коробках и транспортированы к обозначенным портам морским путем транспорт используя контейнеры. Нормальное время продукции для стандартного основания прессформы 1 день и для стандартного доработанного основания прессформы 1-2 дней. Мы обеспечиваем очень разнообразный ряд методов оплаты и можем обеспечить фактуры НДС. Наша способность поставки 290000 наборов/год. Размер вида продукции мы обеспечиваем от 15*15cm-40*50cm. В дополнение к стандартному основанию прессформы, другие обрабатывая проекты можно сделать для продуктов рамки прессформы как тип стали изменения плиты AB и плиты нажима, грубая рамка обрабатывая, рамка скашивая, круглая рамка (штрафа) точности, задняя игла через плиту нажима, Pin предела, заворот столба проводника, стандартную иглу. Край плиты (EGP), стандартная яма прессформы кода, точная яма прессформы кода рабочей поверхности, верхнее отверстие ручки, бортовой замок (SIDELOCK), верхний замок (TOPLOCK), косой ассистент положения проводника (TAPERBLOCK), сопло всасывания. Отверстие, код умирает утюг (запирая модуль). Хонинговать истинный круглый рукав проводника может эффектно увеличить число открытия и заключительных прессформ 20%, предотвратить столб проводника от быть вытягиванным и улучшить срок службы прессформы. Мы используем подгонянный материал 50c с твердостью HB=160-180. Весь набор зубов винта использует процесс зубов штранг-прессования CNC, ровные зубы винта, легкие для того чтобы демонтировать и собрать. Головка винта обработана CNC тонуть, дно отверстия плоско, и запирая представление лучшее. Квадратное отверстие винта утюга обработано CNC, с хорошим verticality. Допуск толщины плиты +0-0.1mm. Мы используем импортированное оборудование: MAZAK, OKUMA, MORI SEIKI, MAKINO, с точным повторенным допуском располагать и отверстия и рамки точности 0.01mm и хорошим финишем. Цвет продукта стальной.
Поддержка и обслуживания:
Служба технической поддержки и обслуживание для частей инжекционного метода литья
Мы обеспечиваем всесторонние службу технической поддержки и обслуживание для всей из наших частей инжекционного метода литья. Наша группа экспертов инженеров и техники имеют в распоряжении помочь вам со всеми вопросами или проблемами вы можете иметь. Мы предлагаем свободный технический совет, консультацию дизайна, и устраняя неисправность поддержку для всей из наших частей инжекционного метода литья. Мы также предлагаем приобъектные тренировку и поддержку, так же, как удаленную службу технической поддержки через телефон и электронную почту.
Наша команда знающа в самых последних технологии и материалах инжекционного метода литья, и может обеспечить что ваша впрыска отлила части в форму конструирована и изготовлена для того чтобы соотвествовать самые высококачественные. Мы используем современный дизайн и программное обеспечение симуляции для обеспечения точности и точности во всей из наших частей инжекционного метода литья.
Мы понимаем что инжекционный метод литья сложный процесс, и мы здесь обеспечить любую помощь нужную для обеспечения что ваша впрыска отлила части в форму для того чтобы соотвествовать вашим точным спецификациям. Мы гарантируем что вся из наших частей инжекционного метода литья соотвествуют вашим точным спецификациям или мы будем работать с вами для того чтобы сделать все необходимые изменения.
Упаковка и грузить:
Части инжекционного метода литья упаковывая и грузя:
Детали должны безопасно быть упакованы для предотвращения повреждения во время перехода. Все детали которые смогли быть повреждены от влаги или экстремальных температур должны быть упакованы в плотном водоустойчивом контейнере, загерметизированы с пластиковым обручем, и помещены в коробке с адекватным снабжая подкладкой материалом. Коробка должна быть обозначена с именем, количеством и назначением деталя. Доставка должна быть сделана быстро и цена-эффективн, и детали должны быть отслежены для обеспечения что они достигает их назначение своевременно.
вопросы и ответы:
Q1: Чего фирменное наименование инжекционного метода литья части?
A1: Фирменное наименование частей инжекционного метода литья DXM.
Q2: Чего номер модели инжекционного метода литья части?
A2: Номер модели частей инжекционного метода литья стандартное большое основание прессформы системы рта воды.
Q3: Где инжекционный метод литья части от?
A3: Части инжекционного метода литья от Гуандуна, Китая.
Q4: Чего количество минимального заказа для инжекционного метода литья части?
A4: Количество минимального заказа для частей инжекционного метода литья 1.
Q5: Чего срок поставки для инжекционного метода литья части?
A5: Срок поставки для стандартного основания прессформы 1 день, и для стандартного доработанного основания прессформы 1-2 дней.

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!