Высокоточная впрыска отлила части в форму с грубой (точной) рамкой обрабатывая процесс зубов штранг-прессования CNC & лучший финиш
Характер продукции:
Части инжекционного метода литья продукты которые сделаны путем впрыскивать жидкий материал в полость прессформы. Они широко использованы в разнообразие индустриях, как ежедневные необходимости, игрушки, косметики, электроприборы, медицинское оборудование и так далее. Наши части инжекционного метода литья охарактеризованы подгонянной формой, свободной от окуривани деревянной коробкой упаковывая, и разнообразие обрабатывая проектами которые встречают все виды потребностей.
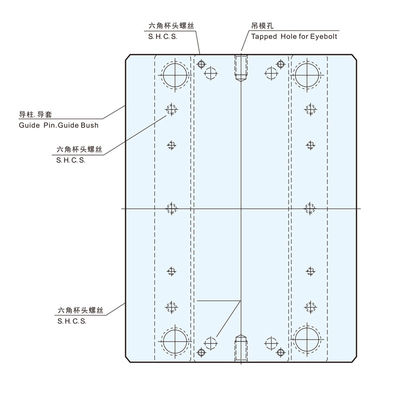
В дополнение к стандартному основанию прессформы, разнообразие обрабатывая проекты доступны, включая тип стали изменения плиты AB и плиты нажима, грубая рамка обрабатывая, рамка скашивая, круглая рамка (штрафа) точности, задняя игла через плиту нажима, штырь предела, заворот столба проводника, стандартную иглу, край плиты (EGP), стандартную яму прессформы кода, точную яму прессформы кода рабочей поверхности, верхнее отверстие ручки, бортовой замок (SIDELOCK), верхний замок (TOPLOCK), косой ассистент положения проводника (TAPERBLOCK), сопло всасывания. отверстие, код умирает утюг (запирая модуль). Если над обработкой проектов не смогите отвечать ваши потребностямы, то пожалуйста свяжитесь мы сразу.
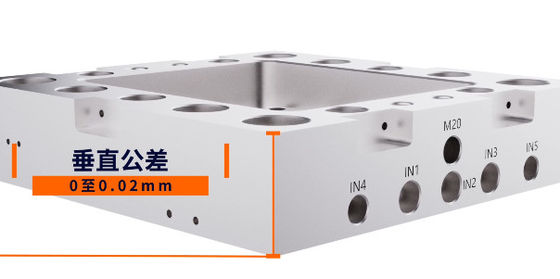
Наши части инжекционного метода литья также охарактеризованы высокими стандартами. Наш хонингуя истинный круглый рукав проводника может эффектно увеличить число открытия и заключительных прессформ 20%, предотвратить столб проводника от быть вытягиванным и улучшить срок службы прессформы. Наш подгонянный материал 50c имеет твердость HB=160-180, которая более высокая твердость, более низкий тариф деформации, лучший финиш и лучшее сопротивление ржавчины чем обычная сталь (твердость 140-170). Весь набор зубов винта использует процесс зубов штранг-прессования CNC, ровные зубы винта, легкие для того чтобы демонтировать и собрать. Головка винта обработана CNC тонуть, дно отверстия плоско, и запирая представление лучшее. Квадратное отверстие винта утюга обработано CNC, с хорошим verticality. Допуск толщины плиты +0-0.1mm. Мы также подготавливаем пре-ориентированные на заказчика аксессуары для того чтобы сократить время продукции прессформы. Мы используем импортированное оборудование как MAZAK, OKUMA, MORI SEIKI, MAKINO, с точным повторенным допуском располагать и отверстия и рамки точности 0.01mm и хорошим финишем. Мы также используем лидирующие импортированные режущие инструменты (швейцарское Sandvik и японская БОЛЬШАЯ) для того чтобы улучшить прямоту и точность отверстий и рамок и точности и финиша всей обработки основания прессформы.
Особенности:
- Название продукта: Части инжекционного метода литья
- Форма: Подгонянный
- Применение: Ежедневные необходимости, игрушки, косметики, электроприборы, медицинское оборудование, Etc.
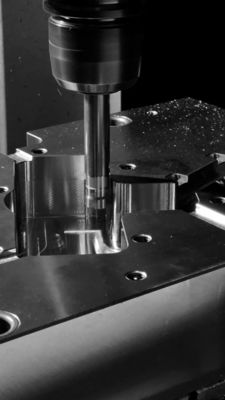
- Обработка: Подвергать механической обработке CNC (Mazak/Okuma/Mori Seiki/Makino, Etc)
- Доставка: Нештатное подгонянное основание прессформы: Ряд 15*15cm-80*130cm; Нормальное время продукции 5-12 дней
- Логотип: Подгонянный
- Впрыска отлила части в форму
- Подвергать механической обработке CNC
- Подгонянные форма и логотип
Технические параметры:
| Параметр |
Спецификация |
| Поверхностное покрытие |
Точность филируя, молоть точности |
| Цвет |
Сталь |
| Обработка |
Подвергать механической обработке CNC (Mazak/Okuma/Mori Seiki/Makino, Etc) |
| Применение |
Ежедневные необходимости, игрушки, косметики, электроприборы, медицинское оборудование, Etc. |
| Материал |
50c, ASTM: 1050, JIS: S50c, DIN: CK53, ASTM: P20, ASTM: P20+Ni (DIN: 1,2738), ASTM: 420 (DIN: 1,2083), ASSAB: S136, ASTM: P21 (Япония: ), ASTM: H13 (DIN: 1,2344, JIS: SKD61, ASSAB: 8407) |
| Размер |
15*15cm*80*130cm
|
| Цитата |
1. Цитата от DXM цена a Налог-включающая?● Да, цитата DXM включает налог на добавленную стоимость 13%. 2. делает цитату DXM включить перевозку? ● цитата продукта не включает перевозку, и перевозка будет высчитана отдельно прежде чем заказ будет подтвержен. |
| Упаковка |
свободная от Окуривани деревянная коробка |
| Стандарты |
1. Хонингующ истинного круглого проводника рукав может эффектно увеличить число открытия и заключительных прессформ 20%, предотвратите столб проводника от быть вытягиванным и улучшите срок службы прессформы. 2. подгонянный 50c материал, твердость HB=160-180. Более высокая твердость, более низкий тариф деформации, лучший финиш и лучшее сопротивление ржавчины чем обычная сталь (твердость 140-170). 3. Весь набор зубов винта использует процесс зубов штранг-прессования CNC, ровные зубы винта, легкие для того чтобы демонтировать и собрать. 4. Головка винта обработана CNC тонуть, дно отверстия плоско, и запирая представление лучшее. 5. Квадратное отверстие винта утюга обработано CNC, с хорошим Verticality. 6. Допуск толщины плиты +0-0.1mm. Подготовьте Пре-ориентированные на заказчика аксессуары для того чтобы сократить время продукции прессформы. 7. импортированное оборудование: MAZAK, OKUMA, MORI SEIKI, MAKINO, с точным повторенным допуском располагать и отверстия и рамки точности 0.01mm и хорошим финишем. 8. Используя лидирующие импортированные режущие инструменты (швейцарское Sandvik и японская БОЛЬШАЯ) для того чтобы улучшить прямоту и точность отверстий и рамок и точности и финиша всей обработки основания прессформы. |
| Логотип |
Подгонянный |
Применения:
Части инжекционного метода литья высокоточное отливая в форму решение с фирменным наименованием DXM, номером модели подгонянного точного основания прессформы системы рта воды. Она произведена в Гуандуне, Китае под ISO9001: аттестация 2015. Количество минимального заказа для частей инжекционного метода литья 1, и цена закавычена согласно чертежам и требования к обработки вы обеспечили. Ей упакована в свободных от окуривани деревянных коробках и транспортирована к обозначенным портам морским путем транспорт используя контейнеры. Срок поставки для нештатного подгонянного основания прессформы обычно 5-12 дней. Мы обеспечиваем широкий диапазон методов оплаты и все заказы можно выставлять счет с фактурами НДС особенными. Способность поставки этого продукта 200 наборов в год. Она имеет поверхностное покрытие точности филируя и меля, и свой цвет стальной. Он доступен в разнообразие формах и может быть использован в продукции ежедневных необходимостей, игрушек, косметик, электроприборов, и медицинское оборудование, etc. он упакован в свободных от окуривани деревянных коробках для пересылки.
Изготовление на заказ:
Инжекционный метод литья разделяет обслуживание изготовления на заказ от DXM
- Фирменное наименование: DXM
- Номер модели: Подгонянное точное основание прессформы системы рта воды
- Место происхождения: Гуандун, Китай
- Аттестация: ISO9001: 2015
- Количество минимального заказа: 1
- Цена: Цитата согласно чертежам и требованиям к обработки вы обеспечили
- Упаковывая детали: Всем экспортированным продуктам упакованы в свободных от окуривани деревянных коробках и транспортированы к обозначенным портам морским путем транспорт используя контейнеры.
- Срок поставки: Нештатное подгонянное основание прессформы: Ряд 15*15cm-80*130cm; нормальное время продукции 5-12 дней
- Условия оплаты: Мы обеспечиваем очень разнообразный ряд методов оплаты. Пожалуйста объясните ваши потребности нашему торговому персоналу. Может DXM обеспечить фактуры НДС? Все заказы можно выставлять счет с фактурами НДС особенными.
- Способность поставки: 290000 наборов/год
- Упаковка: свободная от Окуривани деревянная коробка
- Логотип: Подгонянный
- Материал: 50c, ASTM: 1050, JIS: S50c, DIN: CK53, ASTM: P20, ASTM: P20+Ni (DIN: 1,2738), ASTM: 420 (DIN: 1,2083), ASSAB: S136, ASTM: P21 (Япония: ), ASTM: H13 (DIN: 1,2344, JIS: SKD61, ASSAB: 8407)
- Форма: Подгонянный
- Доставка: Нештатное подгонянное основание прессформы: Ряд 15*15cm-80*130cm; Нормальное время продукции 5-12 дней
Поддержка и обслуживания:
Служба технической поддержки и обслуживание частей инжекционного метода литья
Мы обеспечиваем службу технической поддержки и обслуживания для частей инжекционного метода литья. Наши инженеры сильно опытны в дизайне и изготовлять частей отлитых в форму впрыской, и они могут обеспечить всестороннюю сюиту вспомогательных обслуживаний, включая:
- Консультация и оптимизирование дизайна
- Устранять неисправность существующих дизайнов и процессов
- Помощь и оптимизация производственного процесса запуска
- Материальные выбор и характеризация
- Отлейте дизайн и изготовление в форму
- проверка качества В-процесса
- Анализ отказа
Мы можем также помочь вам с техническими аспектами прессформы, как:
- Оборудуя дизайн и изготовление
- Подвергать механической обработке и изготовление
- Анализ потоков прессформы
- Прототипирование
- Дизайн и оптимизирование части
- Отростчатое развитие и оптимизирование
- Оценка образца теста
Наша команда службы технической поддержки имеет в распоряжении ответить все вопросы вы можете иметь о частях инжекционного метода литья. Свяжитесь мы сегодня для того чтобы выучить больше о наших обслуживаниях инжекционного метода литья и как мы можем помочь вам.
Упаковка и грузить:
Упаковка и грузить для частей инжекционного метода литья
Части инжекционного метода литья должны быть упакованы для пересылки согласно требованиям к клиента. Вообще, самый лучший метод упаковки частей инжекционного метода литья использовать высококачественные рифленые картонные коробки или пластиковые ящики. К тому же, защитные материалы как обруч пузыря, вставки пены, или другие снабжая подкладкой материалы должны быть использованы для обеспечения что части не повреждены во время доставки.
Части инжекционного метода литья должны быть погружены с соотвествующими несущими в зависимости от размера и веса частей. Например, для более небольших частей, USPS, Federal Express, или UPS можно использовать. Для более больших частей, компании грузового автотранспорта или товароотправители перевозки могут быть самым лучшим вариантом. Важно выбрать несущие с хорошим достижением для своевременной доставки и обслуживания клиента.
вопросы и ответы:
- Q: Что фирменное наименование?
- : Фирменное наименование DXM.
- Q: Что номер модели?
- : Номер модели подгонянное точное основание прессформы системы рта воды.
- Q: Где место происхождения?
- : Место происхождения Гуандун, Китай.
- Q: Что аттестация?
- : Аттестация ISO9001: 2015.
- Q: Что количество минимального заказа?
- : Количество минимального заказа 1.

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!