Подгонянные стальные части инжекционного метода литья для промышленных применений
Характер продукции:
Впрыска отлила части в форму популярный продукт для изготовлять разнообразие продукты, от автомобильных деталей к медицинским службам. DXM предлагает части прессформы точности с разнообразие обрабатывая вариантами, включая подвергать механической обработке CNC, хонингуя истинный круглый рукав проводника, материал 50c с зубами процессом твердости HB=160-180, штранг-прессования CNC, CNC тонуть, квадратным отверстием винта утюга, и допуском толщины плиты. Дополнительно, DXM использует лидирующие импортированные режущие инструменты, как швейцарское Sandvik, японская БОЛЬШАЯ, P20+Ni, P21, и H13 для улучшенных точности и финиша всей обработки основания прессформы. Предварительное оборудование используемое DXM, как Mazak, Okuma, Mori Seiki, и Makino, располагать и точность предложения точное повторенное отверстие и допуск рамки 0.01mm с хорошим финишем. С выше обрабатывая проектами, DXM может помочь вам сделать вашу впрыску отлило части в форму с самым высококачественным.
Особенности:
- Название продукта: Части инжекционного метода литья
- Применение: Ежедневные необходимости, игрушки, косметики, электроприборы, медицинское оборудование, Etc.
- Материал: 50c, ASTM: 1050, JIS: S50c, DIN: CK53, ASTM: P20, ASTM: P20+Ni (DIN: 1,2738), ASTM: 420 (DIN: 1,2083), ASSAB: S136, ASTM: P21 (Япония: ), ASTM: H13 (DIN: 1,2344, JIS: SKD61, ASSAB: 8407)
- Упаковка: свободная от Окуривани деревянная коробка
- Логотип: Подгонянный
- Выбор продукта:
- В дополнение к стандартному основанию прессформы, смогите другие обрабатывая проекты быть сделано для продуктов рамки прессформы?
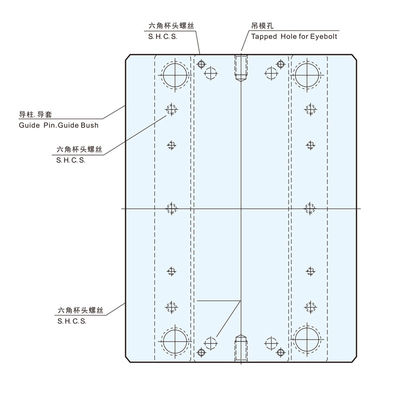
- Следующие дополнительные обрабатывая проекты можно сделать для продуктов основания прессформы: Тип стали изменения плиты AB и плиты нажима, грубая рамка обрабатывая, рамка скашивая, круглая рамка (штрафа) точности, задняя игла через плиту нажима, Pin предела, заворот столба проводника, стандартную иглу. Край плиты (EGP), стандартная яма прессформы кода, точная яма прессформы кода рабочей поверхности, верхнее отверстие ручки, бортовой замок (SIDELOCK), верхний замок (TOPLOCK), косой ассистент положения проводника (TAPERBLOCK), сопло всасывания. Отверстие, код умирает утюг (запирая модуль).
- Если выше обрабатывая проекты не могут отвечать ваши потребностямы, то пожалуйста свяжитесь мы сразу.
Технические параметры:
| Параметры метода |
Содержание |
| Выбор продукта |
В дополнение к стандартному основанию прессформы, смогите другие обрабатывая проекты быть сделано для продуктов рамки прессформы? Следующие дополнительные обрабатывая проекты можно сделать для продуктов основания прессформы: Тип стали изменения плиты AB и плиты нажима, грубая рамка обрабатывая, рамка скашивая, круглая рамка (штрафа) точности, задняя игла через плиту нажима, штырь предела, заворот столба проводника, стандартную иглу. Край плиты (EGP), стандартная яма прессформы кода, точная яма прессформы кода рабочей поверхности, верхнее отверстие ручки, бортовой замок (SIDELOCK), верхний замок (TOPLOCK), косой ассистент положения проводника (TAPERBLOCK), сопло всасывания. отверстие, код умирает утюг (запирая модуль). Если над обработкой проектов не смогите отвечать ваши потребностямы, то пожалуйста свяжитесь мы сразу. |
| Материал |
50c, ASTM: 1050, JIS: S50c, DIN: CK53, ASTM: P20, ASTM: P20+Ni (DIN: 1,2738), ASTM: 420 (DIN: 1,2083), ASSAB: S136, ASTM: P21 (Япония: ), ASTM: H13 (DIN: 1,2344, JIS: SKD61, ASSAB: 8407) |
| Форма |
Подгонянный |
| Поверхностное покрытие |
Точность филируя, молоть точности |
| Цитата |
1. Цитата от DXM налог-включающая цена? Да, цитата DXM включает налог на добавленную стоимость 13%. 2. делает цитату DXM включите перевозку? Цитата продукта не включает перевозку, и перевозка будет высчитана отдельно прежде чем заказ будет подтвержен. |
| Логотип |
Подгонянный |
| Цвет |
Сталь |
| Доставка |
Нештатное подгонянное основание прессформы: Ряд 15*15cm-80*130cm; Нормальное время продукции 5-12 дней |
| Обработка |
Подвергать механической обработке CNC (Mazak/Okuma/Mori Seiki/Makino, Etc) |
| Размер |
15*15cm*80*130cm
|
Применения:
Впрыска отлила части в форму, как тип подгонянный DXM упрощенный точное основание прессформы системы рта воды, изготовленное в Гуандуне, Китай, аттестована к ISO9001: 2015 стандартов. Количество минимального заказа 1, и цена зависит на чертежах и обработка требований обеспечила. Всем экспортированным продуктам упакованы в свободных от окуривани деревянных коробках и транспортированы к обозначенным портам морским путем транспорт используя контейнеры. Срок поставки для нештатного подгонянного основания прессформы между 15*15cm-80*130cm, и нормальное время продукции 5-12 дней. Различные методы оплаты доступны, и фактуры НДС можно также обеспечить. Способность поставки 200 наборов/год.
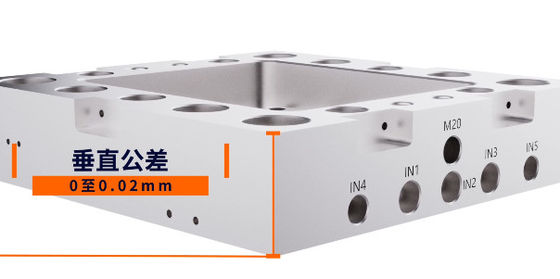
Дополнительные обрабатывая проекты можно сделать для продуктов основания прессформы, как тип стали изменения плиты AB и плиты нажима, грубая рамка обрабатывая, рамка скашивая, круглая рамка (штрафа) точности, задняя игла через плиту нажима, Pin предела, заворот столба проводника, стандартную иглу. Край плиты (EGP), стандартная яма прессформы кода, точная яма прессформы кода рабочей поверхности, верхнее отверстие ручки, бортовой замок (SIDELOCK), верхний замок (TOPLOCK), косой ассистент положения проводника (TAPERBLOCK), отверстие сопла всасывания, утюг плашки кода (запирая модуль). Для более дополнительных требований, клиенты могут связаться компания сразу. Цвет продукта стальной, и обработка сделана через подвергать механической обработке CNC (Mazak/Okuma/Mori Seiki/Makino, etc.). Продукт сделан к некоторым стандартам, как хонинговать истинный круглый рукав проводника для увеличения номера открытия и заключительные прессформы 20%, предотвратить столб проводника от быть вытягиванным и улучшить срок службы прессформы, подгоняли материал 50c с твердостью HB=160-180, весь набор зубов винта используют процесс зубов штранг-прессования CNC, головка винта обработаны CNC тонуть, отверстие винта утюга квадрата обработаны CNC, допуск толщины плиты +0-0.1mm, подготовленные Пре-ориентированные на заказчика аксессуары для того чтобы сократить время продукции прессформы, импортированное оборудование, лидирующие импортированные режущие инструменты (швейцарское Sandvik и японская БОЛЬШАЯ). Упаковка свободная от Окуривани деревянная коробка.
Изготовление на заказ:
Впрыска отлила части в форму
DXM профессиональный изготовитель подгонянного упрощенного типа точного основания прессформы системы рта воды. Весь из наших продуктов исполняют с ISO9001: 2015 и сделано с высокоточным CNC подвергая механической обработке как Mazak/Okuma/Mori Seiki/Makino. Всем экспортированным продуктам упакованы в свободных от окуривани деревянных коробках и транспортированы к обозначенным портам морским путем транспорт используя контейнеры. Мы предлагаем разнообразие методы оплаты. DXM также обеспечивает фактуры НДС для всех заказов. Наш хонингуя истинный круглый рукав проводника может эффектно увеличить число открытия и заключительных прессформ 20%, предотвратить столб проводника от быть вытягиванным, и улучшить срок службы прессформы. Мы используем материал 50C с твердостью HB=160-180. Наш весь набор зубов винта использует процесс зубов штранг-прессования CNC, с ровными зубами винта, легкими для того чтобы демонтировать и собрать. Головка винта обработана CNC тонуть, дно отверстия плоско, и запирая представление лучшее. Квадратное отверстие винта утюга обработано CNC, с хорошим verticality. Допуск толщины плиты +0-0.1mm. Мы также подготавливаем пре-ориентированные на заказчика аксессуары для того чтобы сократить время продукции прессформы. Мы используем лидирующие импортированные режущие инструменты (швейцарское Sandvik и японская БОЛЬШАЯ) для того чтобы улучшить прямоту и точность отверстий и рамок и точности и финиша всей обработки основания прессформы. В дополнение к стандартному основанию прессформы, мы также предлагаем другие обрабатывая проекты как тип стали изменения плиты AB и плиты нажима, грубая рамка обрабатывая, рамка скашивая, круглая рамка (штрафа) точности, задняя игла через плиту нажима, штырь предела, заворот столба проводника, стандартную иглу. край плиты (EGP), стандартная яма прессформы кода, точная яма прессформы кода рабочей поверхности, верхнее отверстие ручки, бортовой замок (SIDELOCK), верхний замок (TOPLOCK), косой ассистент положения проводника (TAPERBLOCK), сопло всасывания. отверстие, код умирает утюг (запирая модуль). Если над обработкой проектов не смогите отвечать ваши потребностямы, то пожалуйста свяжитесь мы сразу.
Поддержка и обслуживания:
Служба технической поддержки и обслуживание частей инжекционного метода литья
Мы обеспечиваем службу технической поддержки и обслуживания для частей инжекционного метода литья, включая:
- Техническое наведение на дизайн
- Устраняя неисправность процесс инжекционного метода литья
- Оборудуя дизайн и оптимизирование
- Отливая в форму материальный выбор
- Испытание и утверждение прессформы
- Обслуживание запасных частей
- Обслуживание и ремонт прессформы
Упаковка и грузить:
Части инжекционного метода литья упаковывая и грузя:
Впрыска отлила части в форму должна быть упакована для того чтобы защитить их от влаги, пыли, грязи, и других экологических факторов которые могут повредить их. Упаковочные материалы должны быть выбраны для того чтобы отвечать специфические потребностямы частей и применения.
Части инжекционного метода литья должны быть погружены некоторым образом которое обеспечивает что они приезжают безопасно и в хорошем состоянии. В зависимости от размера и хрупкости частей, соотвествующий грузя метод должен быть выбран. Это может включить используя специализированные контейнеры, коробки, или паллеты.
вопросы и ответы:
- Q1: Чего фирменное наименование инжекционного метода литья части?
- A1: Фирменное наименование частей инжекционного метода литья DXM.
- Q2: Чего номер модели инжекционного метода литья части?
- A2: Номер модели частей инжекционного метода литья подгонянный упрощенный тип точное основание прессформы системы рта воды.
- Q3: Где продукт изготовлен?
- A3: Продукт изготовлен в Гуандуне, Китае.
- Q4: Делает продукт имейте аттестацию?
- A4: Да, продукт аттестован с ISO9001: 2015.
- Q5: Что количество минимального заказа?
- A5: Количество минимального заказа 1.

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!